电动液压弯管机
生产单位:海力(扬子)集团_江苏海力机械制造有限公司
产品编号:wyq
产品名称:电动液压弯管机
更新时间:2006-1-8
浏览次数:1634
YZWG/WYQ型电动液压弯管机是一种新型的具有弯管功能及起顶功能的弯管工具。具有结构合理,使用安全,操作方便,价格合理,装卸快速,一机多用等众多优点,在国内液压弯管机市扬占据很大份额。
一、 结构及工作原理
由电动油泵(10),高压油管(12),快速接头(13),工作油缸(8),柱塞(7),弯管部件[包括上花板(3),下花板(14),模头(4),辊轴(2)]组成。由电动油泵输出的高压油,经高压油管送入工作油缸内,高压油推动工作油缸内柱塞,产生推力,通过弯管部件弯曲管子 。
二、 用途
电动液压弯管机适用于工厂、仓库、码头、建筑、铁路、汽车等按装管道和修理。它除了具有弯管功能外,还能卸下弯管部件(油缸)作为分离式液压起顶机使用。
三、 技术参数- 弯管性能表
| 参数型号 |
弯管范围mm |
弯曲半径mm |
弯管壁厚mm |
额定工作压力MPa |
电压 |
| YZWG60 2寸 |
WYQ60 |
22-60 |
4x管径 |
≤12 |
10MPa-40MPa |
220V,380V |
| YZWG90 3寸 |
WYQ90 |
22-90 |
4x管径 |
≤12 |
10MPa-50MPa |
220V,380V |
| YZWG108 4寸 |
WYQ108 |
22-108 |
4x管径 |
≤12 |
10MPa-50MPa |
220V,380V |
| YZWG159 6寸 |
WYQ159 |
76-159 |
4x管径 |
≤12 |
10MPa-60MPa |
220V,380V |
| YZWG60B 2寸 |
WYQ60B |
22-60 |
6x管径 |
≤12 |
10MPa-50MPa |
220V,380V |
| YZWG90B 3寸 |
WYQ90B |
22-90 |
6x管径 |
≤12 |
10MPa-50MPa |
220V,380V |
| YZWG108B 4寸 |
WYQ108B |
22-108 |
6x管径 |
≤12 |
10MPa-50MPa |
220V,380V |
注:特殊规格及要求可致电我公司,按要求定做。
1、如管子壁厚为2-5mm可选择YSDW电、手动弯管机或DWG电动液压弯管或WQG手动弯管机。
2、管子壁厚为0.5-4mm可选取择DWQJ滚动式弯管机。
3、管径较小在10-25mm且壁厚小于2mm可选择SWG25手动弯管机。
4、能自动控制弯曲角度弯管机为YZW自动液压弯管机。
5、壁厚≤12mm可选取择YZWG电动液压弯管机。
四、使用方法及注意事项
1、使用方法:
(1) 参照电动油泵使用说明书。
(2) 先将工作油缸(8)旋入方档块(6)的内螺纹,使油缸后端装在支架上的车轮向下。
(3) 根据所弯管子的外径选择模头(4),套在柱塞(7)上,将两只辊轴所对应槽向着模头,然后放入相应尺寸的花板(3)孔中,再将上花板盖上,将所弯管子插入槽中,再将高压油管(12)端部的快速接头(13)活动部份向后拉并套在工作油缸(8)的接头上,将电动油泵(10)上的放油螺钉(11)旋紧,即可弯管。弯管完毕,放松放油螺钉,柱塞(7)即自动复位。
2、注意事项:
(1) 参照电动油泵使用说明书。
(2) 在有载荷时切忌将快速接头卸下。
(3) 本机具是用油为介质,必须做好油及本机具的清洁保养工作,以免淤塞或漏油,影响使用效果。
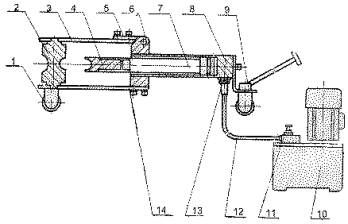
1、车轮 8、油缸
2、辊轴 9、支架
3、上花板 10、电动油泵
4、模头 11、放油螺钉
5、连杆板 12、高压油管
6、方档块 13、快速接头
7、柱塞 14、下花板
五、引起弯管质量下降的主要原因分析及注意方法:
1、纯弯曲时,管子在外力距M作用下(如图l示)其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。&2作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235―82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。
2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,(如图2示)在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。
3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。
4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。
5、现提供R。(弯曲半径/管外径)关系曲线图(如图3示),供用户在选择管子直径与壁厚关系时参考。本图着重反映相对弯曲半径,相对壁厚对弯管质量的影响,根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。
我厂两种形式弯管机构介绍
1、顶弯式(亦称压缩弯曲)我厂WYQ型弯管机为这种弯管方式,一般在管内不加特殊支撑时适用弯制RX=10、SX>O.06管道。当RX=4时,必须将SX数值达0.07以上时,弯制管道的椭圆度与波浪度将符合规范所给定的要求。
2、旋弯式(亦称回弯式)我厂最新设计的DGWQJ-G76型多功能滚动式弯管机即为这种弯管方式。该机专为弯制薄壁管道而设计。用户使用可配置芯轴,亦可不配置芯轴,当RX=4、SX=O.05时,均可弯制出合格的管道。
3、从上列几点可以看出弯管变形取决于相对弯曲半径RX与相对壁厚SX值。RX与SX值愈小变形愈剧,在极限情况下,弯管过程被破坏产生椭圆。外壁破裂或内壁丧失稳定而起皱。表5为改善截面变形的经验措施。
表5
载面变形 |
改善措施 |
适用范围 |
截面失圆 |
正确选择弯胎
管内装填料(干砂、食盐、树脂、铅)两端
堵住(松紧适宜)
顶弯式改旋弯式
加芯轴 |
冷弯
当RX=4
SX |
内壁起皱 |
加芯轴
管内装填料(填料同上) |
冷弯
当RX=4 SX<0.07时 |
外壁减薄超过规定值、外壁撕裂 |
增加设计壁存,使减薄量保证在规定值
内增加R。数值(此议必须要特别订制RX值的胎具) |
冷弯
优先采用旋弯式 |
|
本文网址链接:
http://www.hynew.com.cn/hl_wyq.html
转载须写明:江苏海力
液压弯管机http://www.hynew.com.cn
上一篇:
手动弯管机,手动液压弯管机下一编:
XVR加力扳手,力矩放大扳手
